
Waktu yang diperlukan untuk menghasilkan jumlah tertentu barang bubutan adalah waktu setup awal dan waktu selama siklus pembubutan untuk setiap bagian. Selanjutnya disebut Cycle Time.
Waktu siklus ini dapat dibagi menjadi empat bagian:
Waktu siklus ini dapat dibagi menjadi empat bagian:
1.Waktu bongkar/pasang -
Waktu yang diperlukan untuk memuat benda kerja ke mesin bubut dan penyetelan dengan aman, serta waktu untuk membongkar benda kerja setelah selesai. Waktu ini dapat bergantung pada ukuran, berat, dan kompleksitas benda kerja, serta jenis perlengkapan. Bayangin aja,waktu setting as angker dinamo generator set 6PK tentu akan lebih lama dengan angker sebuah gerinda tangan.
Waktu yang diperlukan untuk memuat benda kerja ke mesin bubut dan penyetelan dengan aman, serta waktu untuk membongkar benda kerja setelah selesai. Waktu ini dapat bergantung pada ukuran, berat, dan kompleksitas benda kerja, serta jenis perlengkapan. Bayangin aja,waktu setting as angker dinamo generator set 6PK tentu akan lebih lama dengan angker sebuah gerinda tangan.
2.Waktu Pembubutan -
Waktu yang diperlukan untuk alat pemotong untuk membuat semua sayatan yang diperlukan dalam benda kerja untuk setiap operasi.Termasuk pembubutan awal (perataan muka),dan proses lainnya sampai benda kerja selesai atau finish.
Waktu yang diperlukan untuk alat pemotong untuk membuat semua sayatan yang diperlukan dalam benda kerja untuk setiap operasi.Termasuk pembubutan awal (perataan muka),dan proses lainnya sampai benda kerja selesai atau finish.
3.Waktu Menganggur(Idle Time) -
Membububt koq dibilang nganggur....:D
Maksudnya waktu yang non-produktif, ini adalah waktu yang diperlukan untuk setiap tugas yang terjadi selama siklus proses yang tidak melibatkan benda kerja. Waktu idle ini termasuk gerakan pahat yang menjauh dari benda kerja, menyesuaikan pengaturan mesin, dan mengubah alat,memaju mundurkan kepala lepas,dll.
Membububt koq dibilang nganggur....:D
Maksudnya waktu yang non-produktif, ini adalah waktu yang diperlukan untuk setiap tugas yang terjadi selama siklus proses yang tidak melibatkan benda kerja. Waktu idle ini termasuk gerakan pahat yang menjauh dari benda kerja, menyesuaikan pengaturan mesin, dan mengubah alat,memaju mundurkan kepala lepas,dll.
4.Waktu penggantian Alat -
Waktu yang diperlukan untuk mengganti alat yang telah rusak,pahat tumpul,bor patah,dll... Waktu ini biasanya tidak dilakukan di setiap siklus, melainkan hanya setelah fungsi telah tercapai. Dalam menentukan waktu siklus ini, waktu penggantian alat disesuaikan untuk produksi satu bagian dengan mengalikan dengan frekuensi(seringnya) penggantian alat.
Parameter Yang Menentukan Waktu Pemotongan Benda Kerja di Mesin Bubut
Di proses pembubutan, kecepatan dan gerakan alat potong ditentukan melalui beberapa parameter. Parameter ini yang dipilih untuk setiap operasi berdasarkan bahan benda kerja, bahan alat, ukuran alat, dan banyak lagi.
Cutting Feed - Waktu yang diperlukan untuk mengganti alat yang telah rusak,pahat tumpul,bor patah,dll... Waktu ini biasanya tidak dilakukan di setiap siklus, melainkan hanya setelah fungsi telah tercapai. Dalam menentukan waktu siklus ini, waktu penggantian alat disesuaikan untuk produksi satu bagian dengan mengalikan dengan frekuensi(seringnya) penggantian alat.
Parameter Yang Menentukan Waktu Pemotongan Benda Kerja di Mesin Bubut
Di proses pembubutan, kecepatan dan gerakan alat potong ditentukan melalui beberapa parameter. Parameter ini yang dipilih untuk setiap operasi berdasarkan bahan benda kerja, bahan alat, ukuran alat, dan banyak lagi.
Besar kecilnya pemakanan selama proses pembubutan, yaitu jarak pergerakan pahat selama satu putaran benda kerja,diukur dalam inci per revolusi (IPR). Dalam beberapa operasi alat feed ke benda kerja dan kadang2,benda kerja feed ke alat. Untuk alat multi-point(bergerigi), cutting feed juga sama dengan pakan per gigi, diukur dalam inci per gigi (IPT), dikalikan dengan jumlah gigi pada alat pemotong.
Cutting Speed/Kecepatan potong -
Kecepatan permukaan benda kerja relatif terhadap tepi alat potong selama memotong, diukur dalam surface feet atau panjang permukaan per menit (SFM).
Spindle Speed/Kecepatan spindle - Kecepatan rotasi dari poros dan benda kerja di putaran per menit (RPM). Kecepatan spindle sama dengan kecepatan potong dibagi dengan lingkar benda kerja di mana pembubutan berlangsung. Dalam rangka mempertahankan kecepatan potong konstan, kecepatan spindle harus bervariasi berdasarkan diameter dipotong. Makin kecil diameter,makin tinggi putaran spindle,pun sebaliknya.
Feed Rate/Tingkat pemakanan -
Kecepatan pergerakan pahat,relatif terhadap benda kerja ketika pahat membuat penyayatan. Tingkat pakan diukur dalam inci per menit (IPM) dan merupakan produk dari cutting feed(IPR) dan kecepatan spindle (RPM).
Kecepatan pergerakan pahat,relatif terhadap benda kerja ketika pahat membuat penyayatan. Tingkat pakan diukur dalam inci per menit (IPM) dan merupakan produk dari cutting feed(IPR) dan kecepatan spindle (RPM).
Axial depth of cut/Kedalaman sayatan ke arah sumbu poros-
adalah besarnya sayatan axial(masuknya pahat ke panjang benda kerja) saat membubut melintang. Besarnya kedalaman pahat yang masuk ke benda kerja juga merupakan satu parameter tersendiri dalam proses pemotongan. Termasuk dlm proses ini adalah pembubutan muka(facing). Ketebalan penyayatan saat membubut muka akan menentukan feed rate,semakin tebal semakin rendah atau pahatnya yang akan cepat rusak.
adalah besarnya sayatan axial(masuknya pahat ke panjang benda kerja) saat membubut melintang. Besarnya kedalaman pahat yang masuk ke benda kerja juga merupakan satu parameter tersendiri dalam proses pemotongan. Termasuk dlm proses ini adalah pembubutan muka(facing). Ketebalan penyayatan saat membubut muka akan menentukan feed rate,semakin tebal semakin rendah atau pahatnya yang akan cepat rusak.
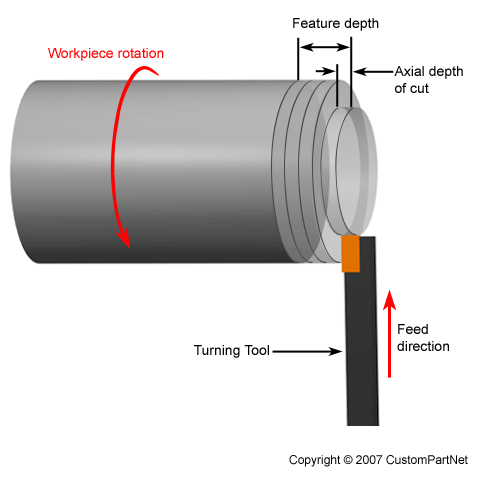 |
| gambar dari www.custompartnet.com/ |
Radial depth of cut/Kedalaman Sayatan ke arah Radius-
adalah besarnya sayatan radial(masuknya pahat ke diameter benda kerja) saat membubut memanjang,termasuk saat membubut luar ataupun membubut dalam(boring) Sebuah radial depth cut besar akan memerlukan tingkat pakan rendah, atau akan mengakibatkan beban yang tinggi pada alat dan mengurangi umur alat.
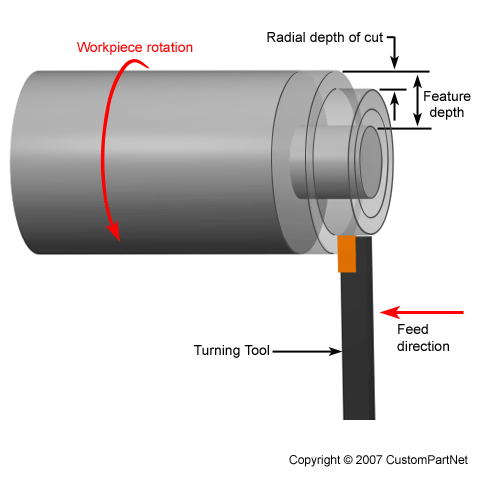 |
| gambar dari www.custompartnet.com/ |
Demikian yang bisa saya rangkum untuk tutorial mesin bubut tentang waktu yang dipergunakan selama proses pembubutan,semoga bermanfaat.
Comments
Post a Comment